一��、熱壓機工作原理
可塑性塑料的熱壓成型加工���,是利用電加熱溫度使塑料表面熔化����,配合相應的壓力及時間運用模具就可以使塑料融合在一起���,完成加工程序��。
二�、熱壓機機構原理
將 220V,50/60HZ 轉變加熱溫度熱能���,利用模具配合相應的壓力時塑料表面受到一定熱量從而達到熔化效果���。
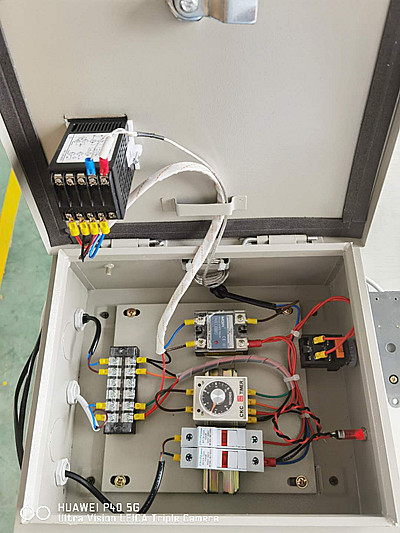
三、組件功用說明:
1�����、熱壓時間設定:調(diào)整受熱時間
2�����、溫度設定:依據(jù)塑料材質(zhì)不同設定合理溫度
3���、氣壓設定:依據(jù)塑料材質(zhì)厚薄設定相應的壓力
4���、電源開關及燈:電源開關的控制,及指示開路的信號
5���、接地螺母:電子回路的接地線連接用��,漏電時的安全保障�。
6���、保險絲座:電子線路的過載保護�����。
7�����、空氣清凈器:空壓工作的氣體過濾水分用���。
四�����、機器安裝法
1���、將熱壓機放置于干爽空間里。(作業(yè)臺需可承受 30㎏的力�����、高度約 600㎜���,且不可放置在潮濕或多壓的場所�。)
2�、接地:將地線一端接地,另一端接于加熱箱接地螺絲上�����。
3����、接空壓源:將高壓氣壓管引清凈干燥的空壓源與熔接機身上空氣濾清器入口接頭以管束結合鎖緊��。(空壓源壓力為 6~8 ㎏/cm2。)
4����、接電源:加熱箱后面的電源線及插頭,請接上單相 AC220V,60/50HZ 電源����。
五、熱壓操作:設定熱壓時間及熱壓溫度:
1�、完成上述的各部調(diào)整及熱壓前準備工作后。
2����、腳踏機臺板下啟動按鈕,加熱模頭自動下降�����。
3�、視熔接工作狀況及熔接后工作物形態(tài),再調(diào)整焊頭���,底模并重新設定工作壓力����,溫度,熔接時間����,再試熔,重復調(diào)整至工作物理想熔接條件�。(熱壓時間、溫度高低的設定��,從較長時間遞減設定至理想條件����,熱壓時間的設定,則須由小而大漸增方式設定�。)
4、設定至理想熔接條件后����,即可從事作業(yè)生產(chǎn),生產(chǎn)前�����,清除工作臺上不必要的物品,再行作業(yè)��。
六��、熱壓動作說明:
1�����、加熱板下降:在電熱箱導入電源及氣壓源接通后����,先腳踏啟動開關測試壓板自動下降����。
2、熱壓時間:根據(jù)塑料熱壓效果調(diào)整熱壓時間���。
3���、溫度調(diào)整:根據(jù)塑料材質(zhì)不同設置最佳理想溫度值。
4����、焊頭上升:熱壓時間計時終了�,焊頭隨之上升����,完成一循環(huán)動作。
七����、注意事項:
1、本機請勿置于潮濕或多壓及過熱的場所�,機器上方勿放置流體物,平時注意整潔�,隨時擦拭,但不可使用液體清洗��。
2�、人體請勿重壓于加熱板焊頭以免灼傷
3、非本公司設計的模具請勿使用在本機上測試或者使用��,以免造成對機器嚴重損毀�。
4、本機附有腳踏開關插座�����,一般作業(yè)����,腳踏開關操作���,以保護作業(yè)員的安全,如有必要可以另外定制控制電路�!
5、 壓縮空氣氣源應保持清潔干燥��,本機的空氣濾清器(AIR FILTER)內(nèi)若有滯留 1/4-1/2 的水時�����,請隨時排除���,如水分過多時則須時常清理空壓機的濾水器或者人為對空壓機水處理系統(tǒng)作放水處理。
6�、 接地線需接地,且不可接于供電源的電線上�����,以防止電源漏電�����。
八、熱壓機保養(yǎng)與維護:
1�����、焊頭��、底模及工作物常保持清潔�����。
2���、定期檢查電纜接頭是否松動�����。
3�、定期清洗空氣濾清器����,應使用清潔劑或水,不可使用揮發(fā)性的溶劑�����。
4、機械定期擦拭��,但不可使用液體清洗�����,發(fā)振箱上方勿重壓或放置流體物��。
5��、工作場所保持空氣暢通�����,周圍溫度不可過高����。(40℃以下)
6���、升降溝槽���,螺桿等定期抹黃油脂,并保持清潔�。
7�����、搬運機器時����,發(fā)振箱應與機身分離(拆開電纜插座)����,搬運須小心,勿受撞擊����。
8、長時間不使用時�,請將本機外觀擦拭,上油保養(yǎng)���,并蓋上附機的封套�����,置于干燥通風場所�����。
9���、每月應打開控制箱上蓋����,用干凈不帶水分空氣槍����,清除箱內(nèi)粉塵,以保持零件散熱通風的良好�。關于更多雙頭高頻機操作規(guī)格及安全注意事項